



















金属表面の硬度アップと共に、組織の微細化による靭性の上昇
組織の微細化
[ 工具の表面処理:材質SKD11 ]
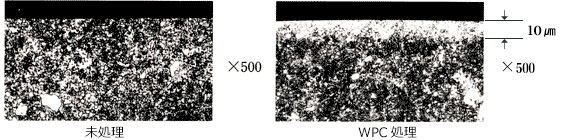
SKD11材焼入れ焼戻し品にWPC処理を行うと、表面から約10μmの組織が微細化し、粒界のマイクロクラックも消滅します。
改質層の表面硬さ700Hvから1000Hvに上昇し、内部圧縮残留応力も200MPaから1100MPaの大きく変化します。
SKD11材焼入れ焼戻し品にWPC処理を行うと、表面から約10μmの組織が微細化し、粒界のマイクロクラックも消滅します。
改質層の表面硬さ700Hvから1000Hvに上昇し、内部圧縮残留応力も200MPaから1100MPaの大きく変化します。
SKH51の組織変化
SKH51焼入れ、焼戻し品にWPC処理を行うと、表面から約10μmの組織が微細化し、マルテンサイト化します。
表面硬度は810Hvから1200Hvに上昇し、表面の内部残留圧縮応力も300MPaから1400MPaに大きく変化します。
SKH51焼入れ、焼戻し品にWPC処理を行うと、表面から約10μmの組織が微細化し、マルテンサイト化します。
表面硬度は810Hvから1200Hvに上昇し、表面の内部残留圧縮応力も300MPaから1400MPaに大きく変化します。
SKD61イオン窒化品の組織変化
SKD61イオン窒化品(1)にWPC処理を行うと、組織が微細化し、表面の化合物層も除去され、
内部拡散も行われます。
表面硬度は900HV1300HVに上昇し、表面の内部圧縮残留応力も500M㎩から1450M㎩になります(2)。
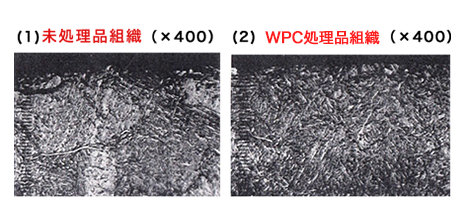
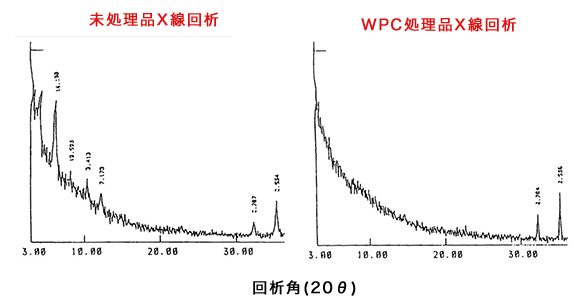
粉末ハイスの組織の微細化【2】
粉末ハイスにWPC処理を行うと、表面から約10μm組織の炭化物ピークが消滅しています。これは炭化物が微細化されたものと思われます。
上記粉末ハイスの組織変化と一致します。
表面のマイクロディンプルによってオイル溜りが形成され、摺動性がアップ
摺動部の耐摩耗被膜形成物及び被膜形成法
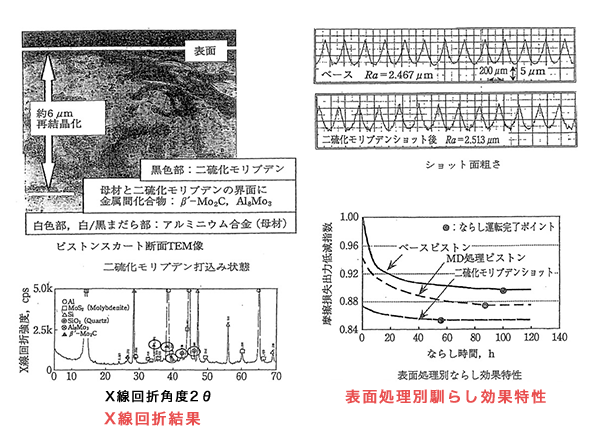
ピストン摺動部摩耗形態
無数の凹部(ディンプル)から成る油溜りを形成し、金属成品の摺動部の摩耗防止などに効果を発揮します。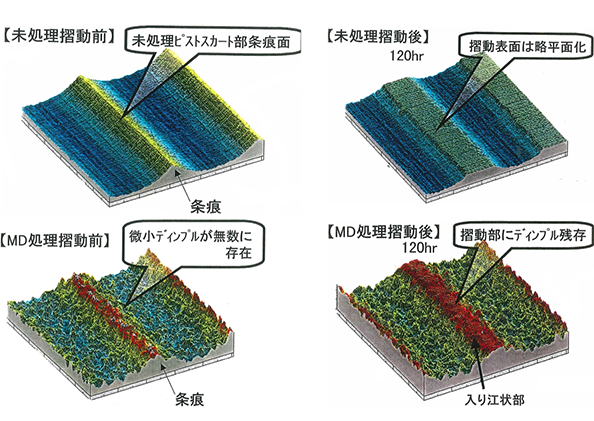
摺動表面改質法と摺動抵抗低減率特性
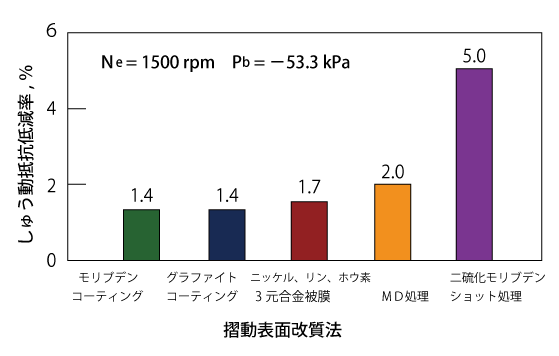
アルミ合金ピストン強度最大20%増
(日刊工業新聞2011年4月1日号)
金属表面に高硬度な被膜を形成する事が可能
表面強化被膜の形成方法 及び表面強化製品
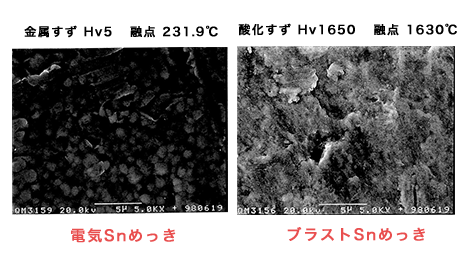
ブラスト装置による錫粉体の噴射という比較的簡単な作業により、セラミックスの被膜に匹敵する高い硬度を有する酸化錫の被膜を切削工具、金型、機械部品の摺動部等に高い密着強度で形成して表面強化被膜とします。特許第4772082号
めっき表面SEM観察
疲労強度の向上
微粒子高速衝突による金属成品表面での温度上昇と急冷、いわゆる表面層の熱処理が行われ、 金属表面層の残留オーステナイトのマルテンサイト化や、組織の最結晶・微細化等により高硬度で靭性に富む組織が得られます。
さらに、破壊の起点となる表面異常層の除去や鍛錬効果による圧縮の残留応力の附与が疲労強度を向上させます。
さらに、破壊の起点となる表面異常層の除去や鍛錬効果による圧縮の残留応力の附与が疲労強度を向上させます。
SKH51の組織変化
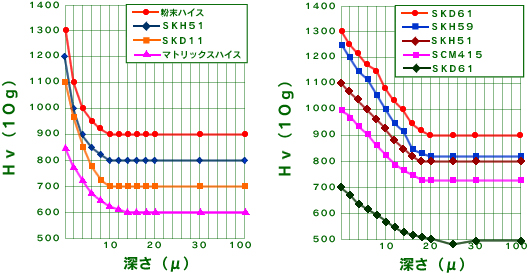
金属成品の硬度変化
金属成品の半価幅、内部残留圧縮応力変化
耐摩耗 ・耐ピッチング・耐チッピング性の向上
WPC処理は非常に高い圧縮残留応力を付与することに加え、表面異状層が取り除けるため、耐摩耗、耐ピッチング、耐チッピングに効果を発揮します。
ミニアンカー用パンチの寿命延長
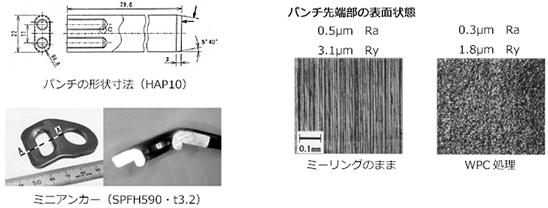
<中部大学 資料>
ミニアンカー用パンチの組織と損傷状況
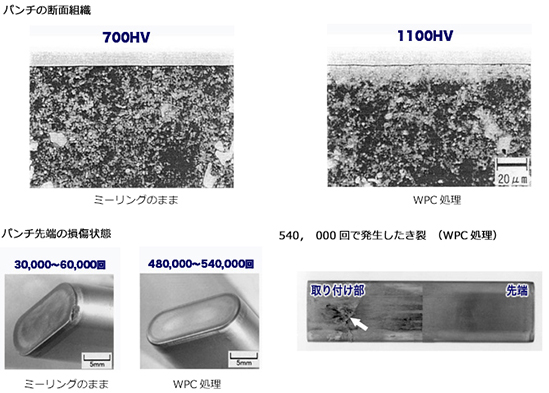
<中部大学 資料>
応力腐食、粒界腐食、電食等の防止効果
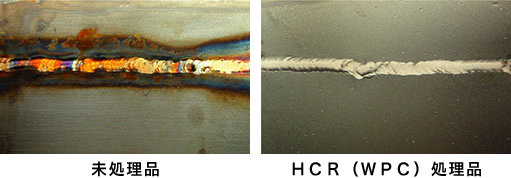
ステンレス等高耐食性処理 ―WPC技術を応用したHCR処理―
ステンレス、チタンまたはチタン合金からなる機械部品の基材表面に、WPC処理によって基材表面に1μm以下の粒径の微細結晶層を形成し、さらに酸化チタンの被膜を作ることによって耐食性金属の耐食性向上を図った金属被膜を有する高耐食特性処理を行うこともできます。ステンレス溶接部分の耐食比較試験
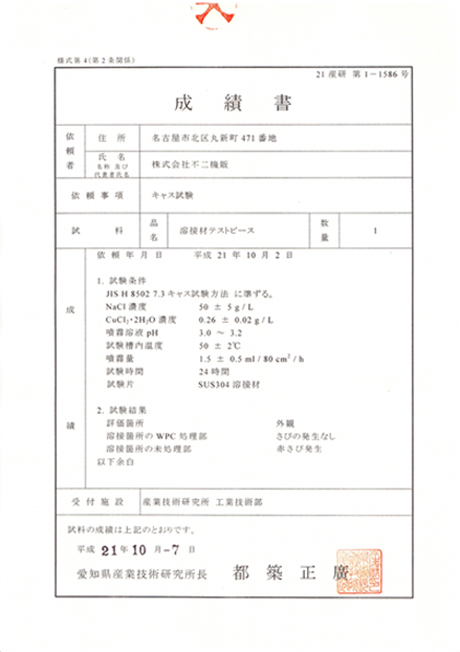
試験材料 SUS304溶接材(TIG溶接)
試験方法 JIS H8502 7.3キャス試験
試験時間 24時間
試験場所 愛知県産業技術研究所
試験方法 JIS H8502 7.3キャス試験
試験時間 24時間
試験場所 愛知県産業技術研究所
| 項目 | 調整時 | 試験中 |
|---|---|---|
| 塩化ナトリウムの濃度(g/l) | 50±5 | 50±5 |
| 塩化第二銅(CuCl2・H2O)濃度(g/l) | 0.26±0.02 | ― |
| pH | 3.0 | 3.0~3.2 |
| 噴霧量(ml/80 ㎠/h) | ― | 1.5±0.5 |
| 試験槽内温度 | ― | 50±2 |
| 塩水タンク 温度(℃) | ― | 50±2 |
| 空気飽和器温度(℃) | ― | 63±2 |
| 圧縮空気圧力(kPa) | ― | 70~167 |
※キャス試験方法の試験条件
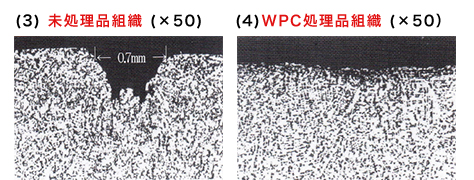
鋳造品等の巣漏れ、ピンホール修正
鋳造品の表面層のピンホール修正方法
鋳造品の表面に直圧式のブラスト装置を用いて、鋳造品硬度より高い硬度を有し、ピンホールの大きさの50~150%の平均粒径を有するショットを、噴射速度80m/sec以上で噴射します。表面付近の温度を溶融温度以上に上昇させることを特徴とする鋳造品の表面層のピンホール修正方法です。鋳造品の表面にショットを噴射すると、鋳造品の表面は部分的に高温となり、溶融温度以上に上昇し、表面層のピンホールを圧着除去させることができます。
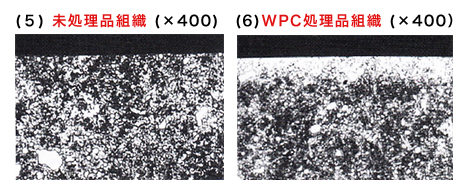
BC6銅合金の組織変化
バルブボディー鋳造品表面のピンホール、砂目等の欠陥がトリポリ仕上げを行うと発生します。(3)直圧式のブラスト装置によりステンレスショットを噴射し、溶融温度を上昇させて修正することができます。(4)
各種塗装、メッキ、コーティング等の密着強度の向上
工具の表面処理方法
工具の表面に噴射圧力が0.3~1Mpaの範囲の気体流とともに、粒度300~800メッシュの球状の研磨材、鋼球・ステンレス球・ガラス球・セラミック球またはこれらの複合物を吹き付けて、工具の表面組織を微細化、緻密化することを特徴とする工具の表面処理法です。球状の研磨材を高速で吹き付けると、工具表面に発生する応力及び熱により工具表面の組織が微細化、緻密化して、工具の寿命を飛躍的に向上させることができます。
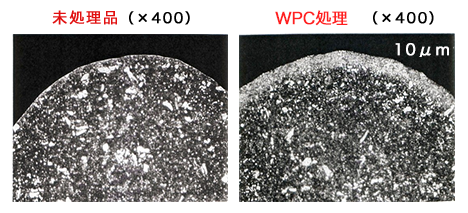
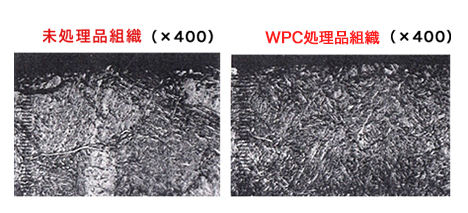
SKH51の組織変化
SKH51焼入、焼戻し品(5)にWPC処理を行うと、表面から約10μmの組織が微細化し、マルテンサイト化します。表面硬度は810Hvから1200Hvに上昇し、表面の内部圧縮残留応力も300MPaから1400MPaとなります。(6)
SKD11の組織変化
SKD11焼入、焼戻し品(7)にWPC処理を行うと、表面から約10μmの組織が微細化し、粒界のマイクロクラックも消滅しています。 表面硬度は700Hvから1000Hvに上昇し、表面の内部圧縮残留応力も200MPaから1100MPaとなります。(8)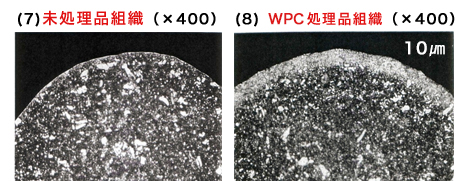
SKD61イオン窒化品の組織変化
SKD61イオン窒化品にWPC処理を行うと、組織が微細化し、表面の化合物層も除去され、内部拡散も行われます。表面硬度は900Hvから1300Hvに上昇し、表面の内部圧縮残留応力も500MPaから1450MPaとなります。
現在、熱間用金型において窒化処理が一般的になっているが、ヒートチェックに対して、表面の化合物層が悪さをするため、これを除去する必要があります。
また、窒化深さは、100μm位が理想です。
溶損に対して特に高温の場合には、窒化+WPC処理によっても効果が得られない場合、窒化+WPC+コーティング処理にて飛躍的な効果を得ることができます。
室化、浸炭などとの複合処理による相乗効果が得られる
金属成品の表面にショットを噴射することにより、A3変態点以上の急加熱・急冷が瞬時に繰り返され、熱処理効果・鍛錬効果による加工強化が行われます。金属表面の残留オーステナイトの加工誘起マルテンサイト変態や好転位密度の加工硬化層の付与により結晶を微細化し、高硬度で靭性に富む緻密な組織が得られます。
また、表面の内部圧縮残留応力も高めることもできます。
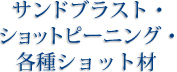
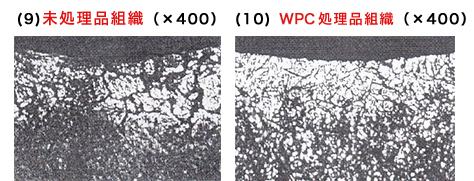
SCr420の組織変化
SCr420浸灰焼入・焼戻し品(9)にWPC処理を行うと、表面から約30μmの組織が微細化し、マルテンサイト化します。粒界酸化層も消滅し、表面硬度は600Hvから1100Hvに上昇し、表面の内部圧縮残留応力も200MPaから1400MPaとなります。(10)
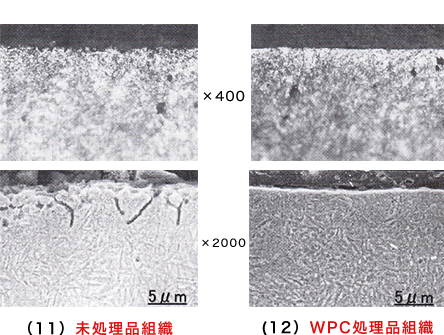
SNCM420の組織変化
SNCM浸炭窒化品(11)にWPC処理を行うと、表面から30μmの組織が微細化し、マルテンサイト化します。侵炭品よりも異常層が少ないです。
粒界酸化層も消滅し、表面硬度は600Hvから1100Hvに上昇し、表面の内部圧縮残留応力も400MPaから1600MPaとなります。(12)