























ハードショットピーニングは、従来から冷間加工の一種と言われています。
ショット径600~800μmが主に利用されています。
噴射速度はMAXで100m/sです。
約800μmのメディアを使用します。
精密部品、刃物、金型等には使用する事ができません。
WPC処理は、金属成品の瞬間熱処理法(特許第5341971号)です。
ショット径は#100~#800(平均149~20μm)JISR6001
3種類以上の近似粒度ショットを利用します。
噴射速度は、100m/s~200m/sです。
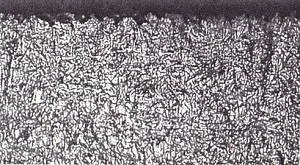
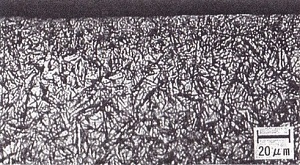
微細化しているのがわかります。
ショット径600~800μmが主に利用されています。
噴射速度はMAXで100m/sです。
約800μmのメディアを使用します。
精密部品、刃物、金型等には使用する事ができません。
WPC処理は、金属成品の瞬間熱処理法(特許第5341971号)です。
ショット径は#100~#800(平均149~20μm)JISR6001
3種類以上の近似粒度ショットを利用します。
噴射速度は、100m/s~200m/sです。
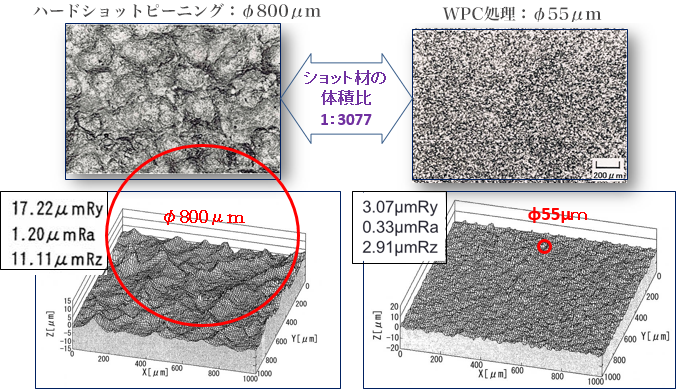
ハードショットピーニングとWPC処理の表面創製の比較
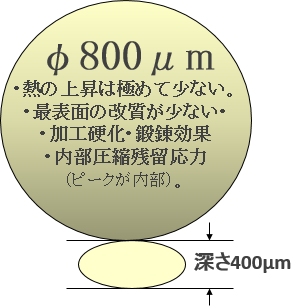
ハードショットピーニング
- 使用研磨材:
- スチールショット φ800μm
- 噴射スピード:
- Max 100m/sec
WPC処理
- 使用研磨材:
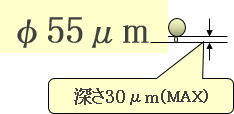
- スチールショット φ55μm
- 噴射スピード:
- 通常 200m/sec
- 急熱、急冷(常温)を瞬時に繰返す
- 最表面の改質が大きい
- (10-7~10-6)に繰り返し行われる
- 加工硬化・鍛錬効果、組織微細化
- 内部圧縮残留応力(ピークが表面)
ハードショットピーニングとWPC処理の表面創製の比較
表面粗さ(平面・3次元) 供試材:SUS304,溶体化処理(t=4mm),#400磨き
ハードショットピーニングとWPCの比較
はすば歯車(SCr420H),m1.75,Z53 ガス浸炭(ブタン・変成ブタンガス)- 有効硬化層深さ:
- (CD-H0.1-E0.75)
- 粒界酸化深さ:
- 約15μm
- 残留オーステナイト:
- 30~35vol%
- 表面硬度:
- HRC59
ガス浸炭のまま
- 表面圧縮応力
- -200MPa
- 内部ピーク圧縮応力
- 40μm -420μmv
- 表面半価幅
- 3.5
ハードショットピーニング
- 表面圧縮応力
- -200MPa
- 内部ピーク圧縮応力
- 50μm -1300MPa
- 表面半価幅
- 3.5
WPC処理
- 表面圧縮応力
- -1250MPa
- 内部ピーク圧縮応力
- 20μm -1500MPa
- 表面半価幅
- 5.8
微細化しているのがわかります。